真円度の測定方法は?円筒度との違いも紹介
図面設計者は自身が求める形状どおりに加工されるよう、図面内に「公差」を記載します。公差とは「ある基準値をもとにして許容される誤差」を指し、寸法公差や幾何公差など種類があります。本記事では、幾何公差の種類の一つである「真円度」に着目し、その特徴や測定機の種類、「円筒度」とは何が違うのかなど、わかりやすく紹介します。
真円度とは
真円度とは「指示されている穴や軸部分が、どれくらい正確に丸いかどうか。(真円に近い状態で加工されている必要があるのか)」を示したものです。
JIS規格では下記の通り、規定されています。
JIS B 0621-1984 幾何偏差の定義及び表示
〔定義〕真円度とは、円形形体の幾何学的に正しい円からの狂いの大きさをいう。
〔表示〕真円度は、円形形体を二つの同心の幾何学的円で挟んだとき、同心二円の間隔が最小となる場合の、二円の半径の差で表し、真円度_mmまたは真円度_μmと表示する。
綺麗に加工されているように見える穴や軸にも歪みやうねりが存在します。真円度を指示することで、その円形形体のカタチを規制することができます。
歪みが大きければ、軸が穴に入らなかったり、異音や破損の原因になったりするため、歪みを規制するのが真円度の役割になります。
完全な真円を加工することは難しく、工具の状態や加工条件の影響を受けて様々な歪みが生じてしまいます。そのため、真円度を測定する場合は、位置を変えて2か所以上の測定することが望ましいです。
真円度の記号
真円度は図面上では一般的に下図のように指示します。
形状公差の一つであり、基準となる面や線を示すデータムは不要です。
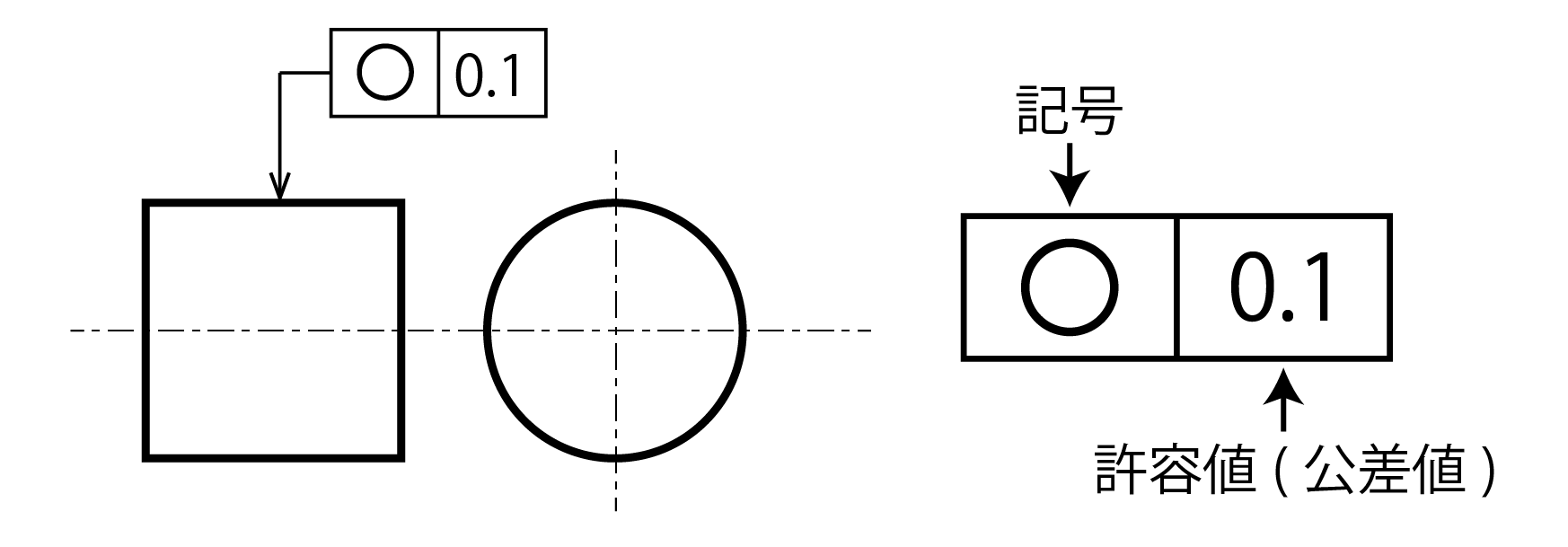
上の図のように軸部分に真円度0.1が指示されている場合、この軸(円)の狂いの大きさ(歪みやうねり等)が幾何学的に正しい円に対して0.1㎜以内でなければならないということです。
→もう少しわかりやすくイメージできるようにするとすれば、下記の通りとなります。
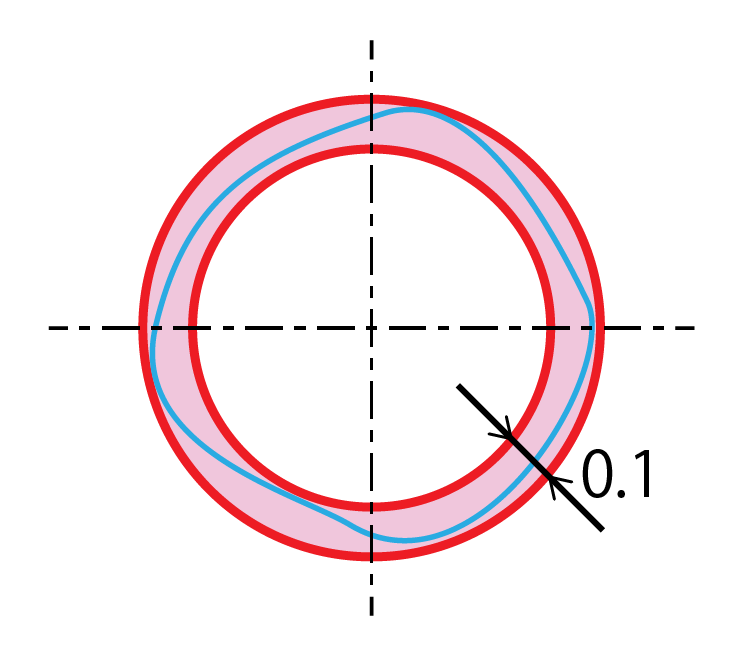
真円度が指示されている円が同軸の2つの完全な真円に挟まれたとき、実際の形体が0.1㎜の範囲に収まっていれば、真円度0.1を満たしていると判断されます。
そのほかの幾何公差記号一覧や公差に関するコラムはこちらからご覧ください。
>>> 「公差とは?一般公差や幾何公差記号など種類をまとめました」
真円度の対象となる形体は「円筒の軸線に対して垂直な切断面の円」であり、円筒全体を規制する場合は、幾何公差の「円筒度」が指示されます。
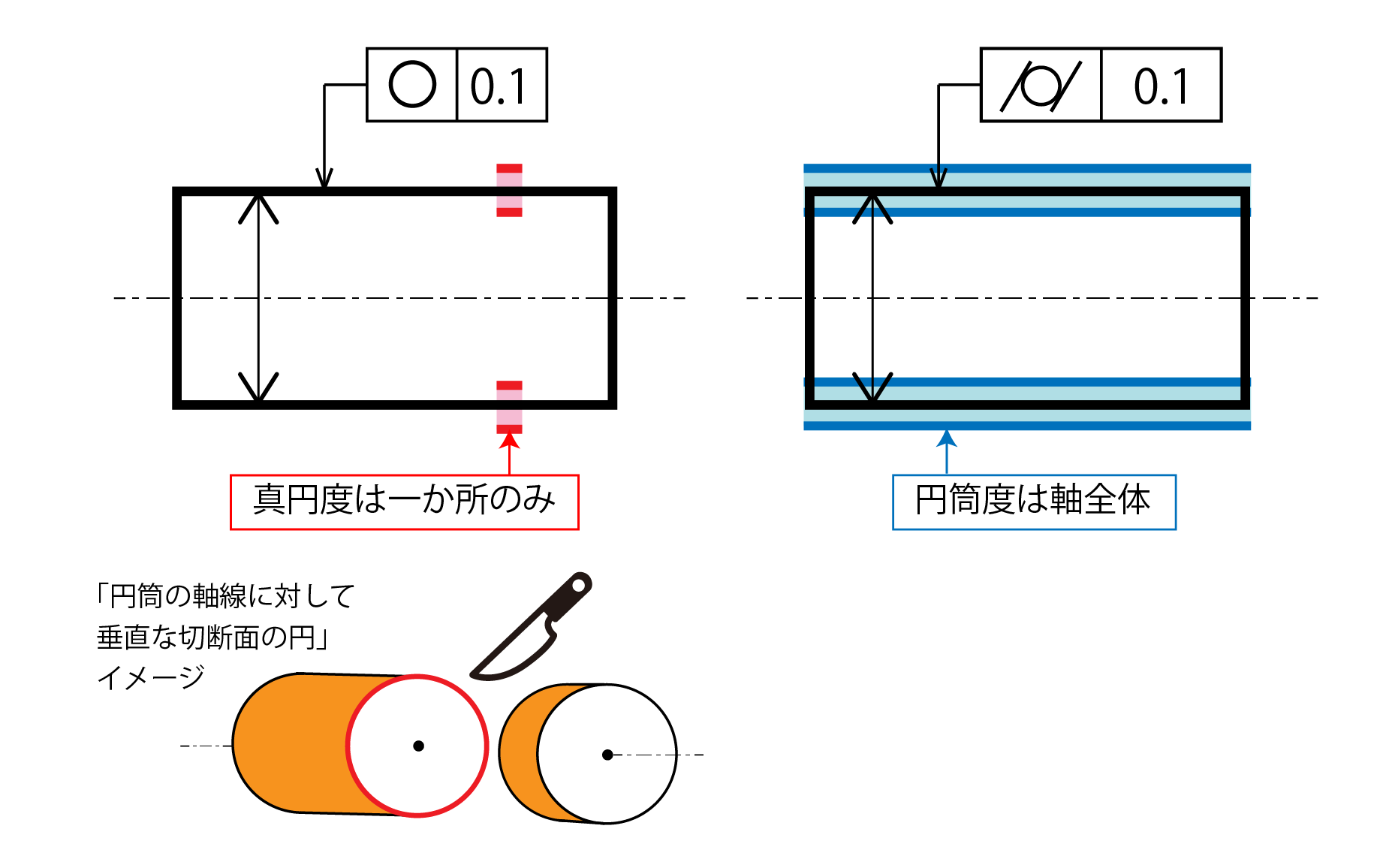
円筒度では、ある一定の長さにおいて正確に丸いかどうかを示したものになります。シャフトなどの棒状で回転物の製品に円筒度が指示されることが多く、指定公差から外れてしまうと製品としての機能が果たせなくなります。
円筒度の測定方法は円筒全体の数値を取る必要があるため、三次元測定機を用いることが多いです。ちなみに、図面内の同じ場所に円筒度と真円度が指示されることはほとんどありません。
真円度の測定方法
ノギスやマイクロメータ

軸部品の直径をノギスやマイクロメータで複数箇所を挟んで測定し、その最大値と最小値の差を2で割ると真円度を求めることができます。
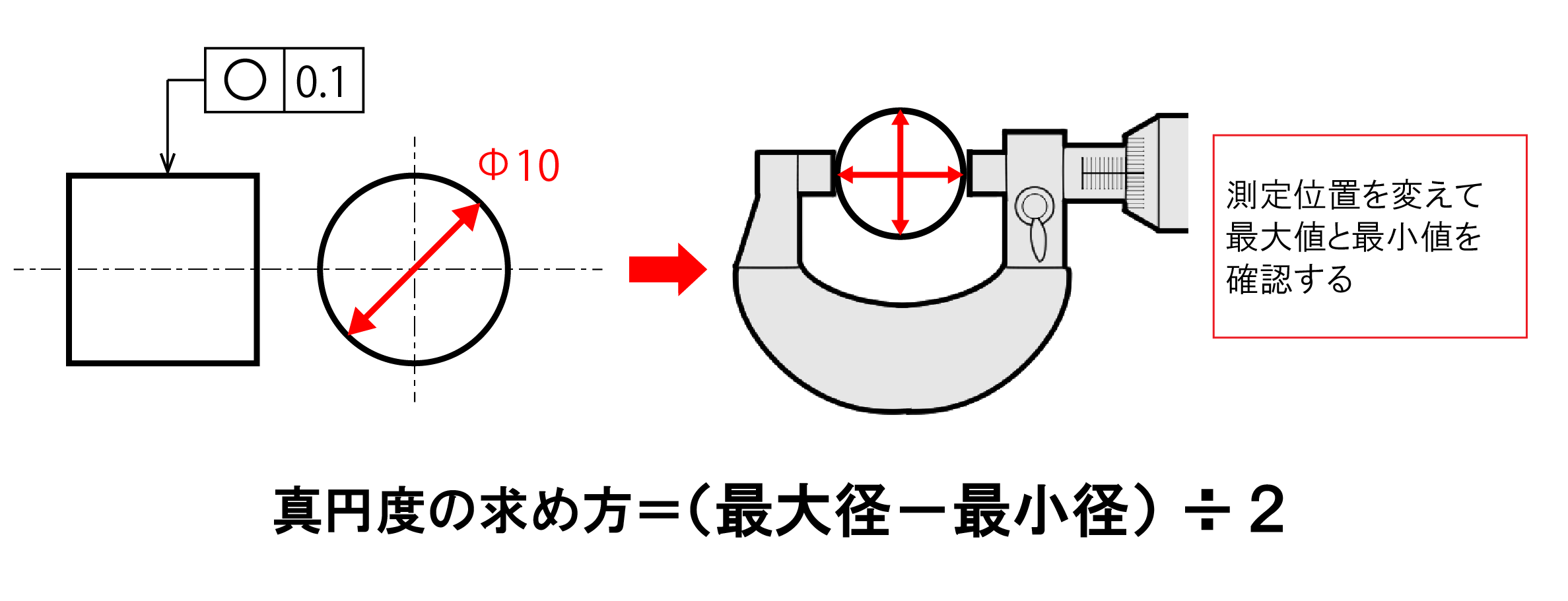
実際に上の真円度0.1を確認するために、φ10㎜の部分を数か所測定したとします。その時の数値が最大で「10.03」、最小で「9.97」となっていた場合、真円度は(最大値10.03-最小値9.97)÷2=0.03 であると判断されます。
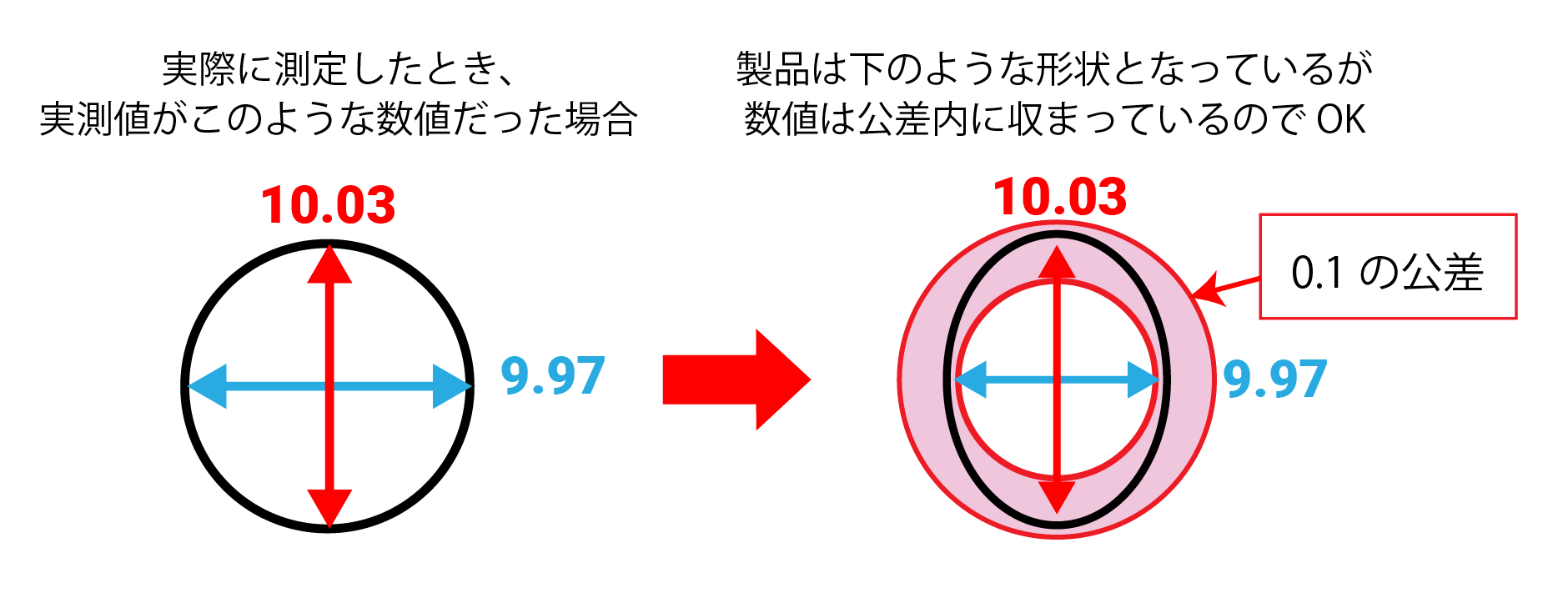
極端に表せばその製品は上の図のような「楕円」形状になっていると考えられますが、数値としては0.1の範囲に収まっているため、真円度0.1を満たしていると判断されます。
ハイトゲージとダイヤルゲージ

ハイトゲージの測定子をダイヤルゲージに取り換え、その後Vブロックに製品を置き、ダイヤルゲージを測定面に当て、製品を一回転させたときの最大値と最小値の差を2で割ることで真円度を求めることができます。
偏心ゲージとダイヤルゲージ

製品を偏心ゲージに取り付けた状態でダイヤルゲージと接触させて、製品を一回転させたときの最大値と最小値の差を2で割ることで真円度を求めることができます。
三点マイクロメータ

内径の真円度測定の場合、三点マイクロメータで複数箇所を測定し、その最大値と最小値の差から真円度を求めることができます。内径真円度の求め方=最大値-最小値
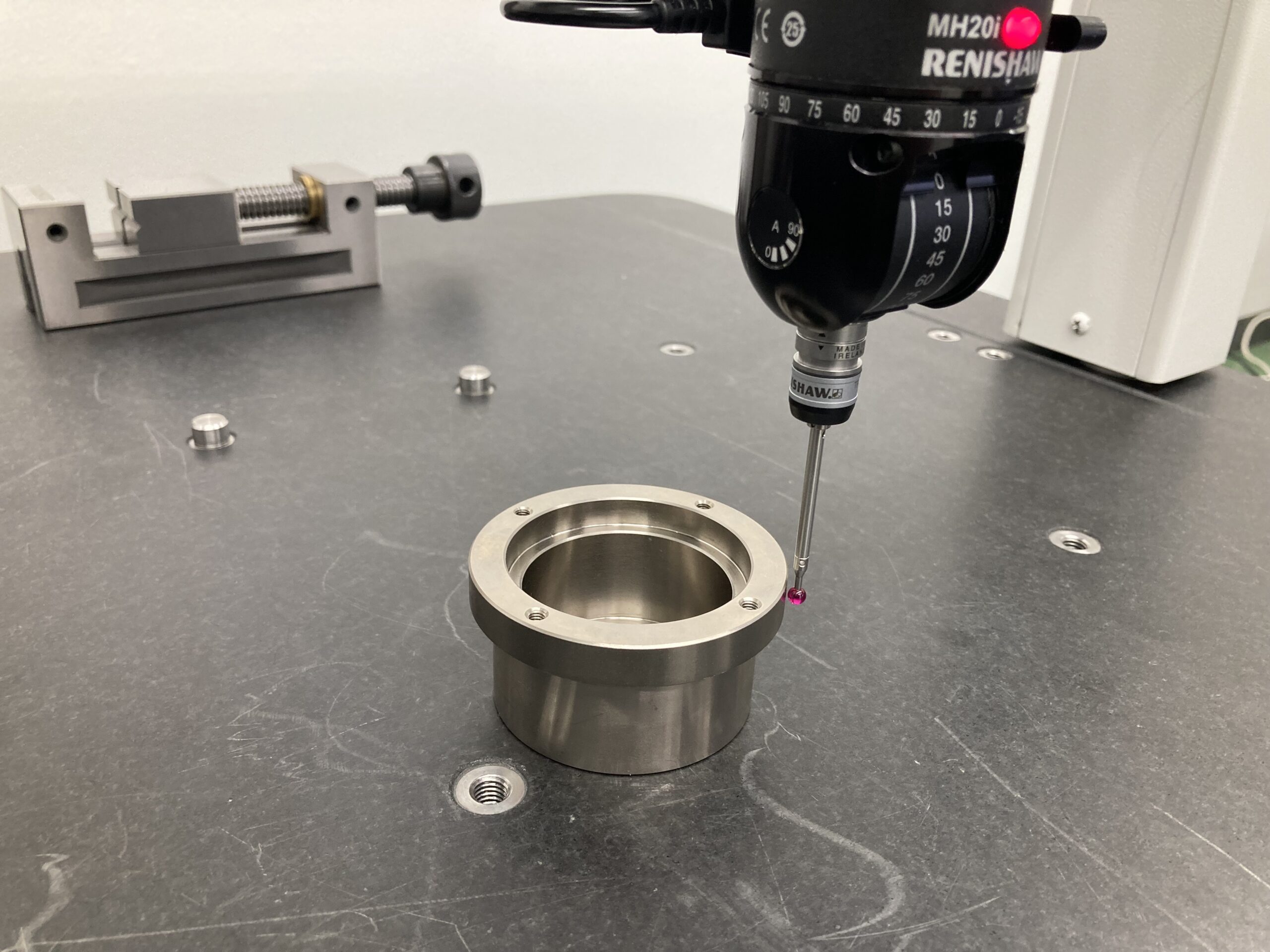
その他(画像寸法測定器、真円度測定機、三次元測定機)
これらのほかにも、画像寸法測定器で製品を画像で読み取り真円度を求める方法や、真円度測定機(ラウンドテスト)で固定した製品に測定子を当て測定する方法、三次元測定機で測定点数分プロープを接触させて測定する方法などがあります。

エージェンシーアシストが所有する検査機一覧はこちらをご覧ください。
>>> https://www.agency-assist.co.jp/service/measurement/
真円度の測定器の特性と注意点
最初に触れたように、どれだけ真円に近い加工を行おうとしても、工具や加工条件の影響を受けて歪みが生じることがあります。使用する測定器によっては、正確な真円度の把握(歪みの検出)が困難な場合もあるため、測定器の特性と注意点をまとめました。
ノギスやマイクロメータ
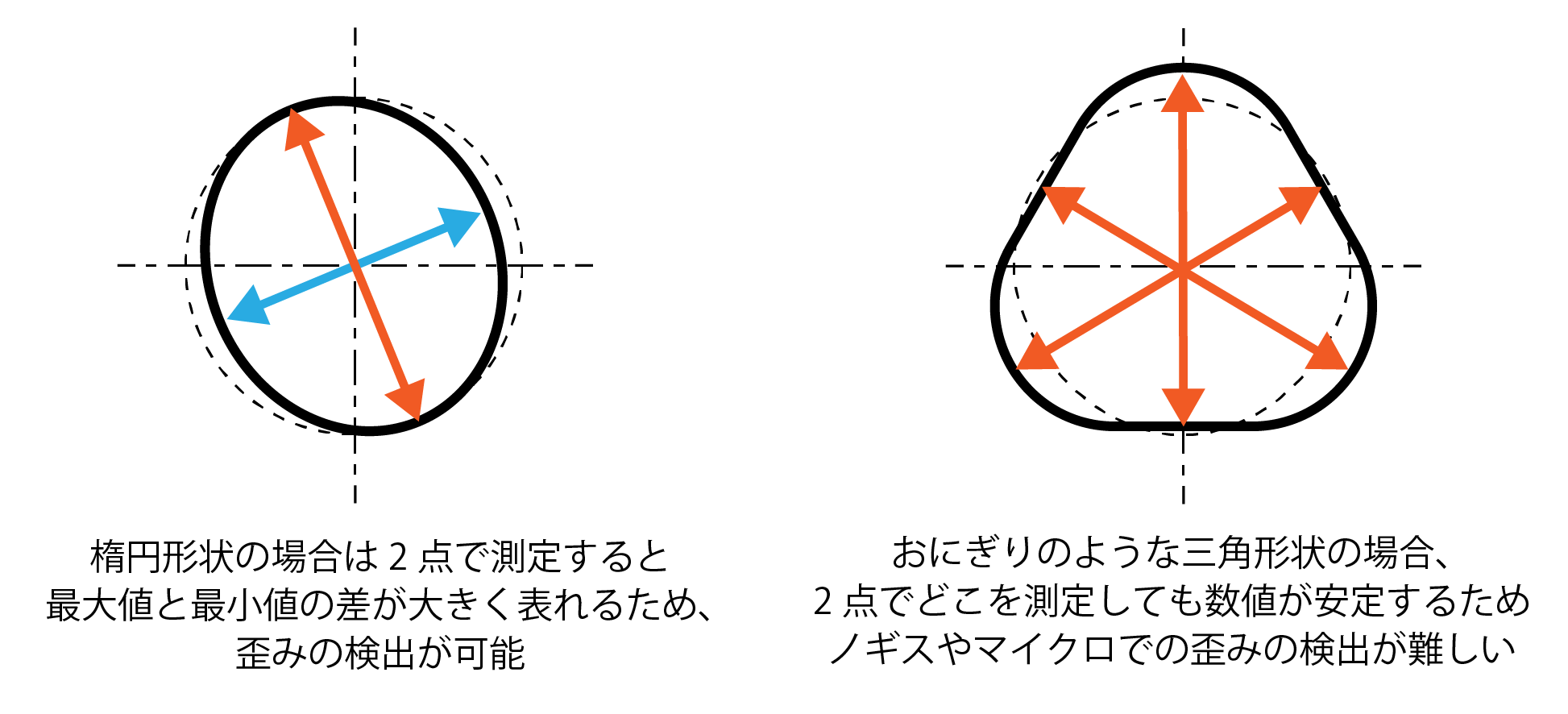
ノギスとマイクロメータは製品を挟み2点で測定するため、楕円形状の歪みを検出しやすいが、三角形状(おにぎりのような形)の歪みは検出が難しいです。
三点マイクロメータ
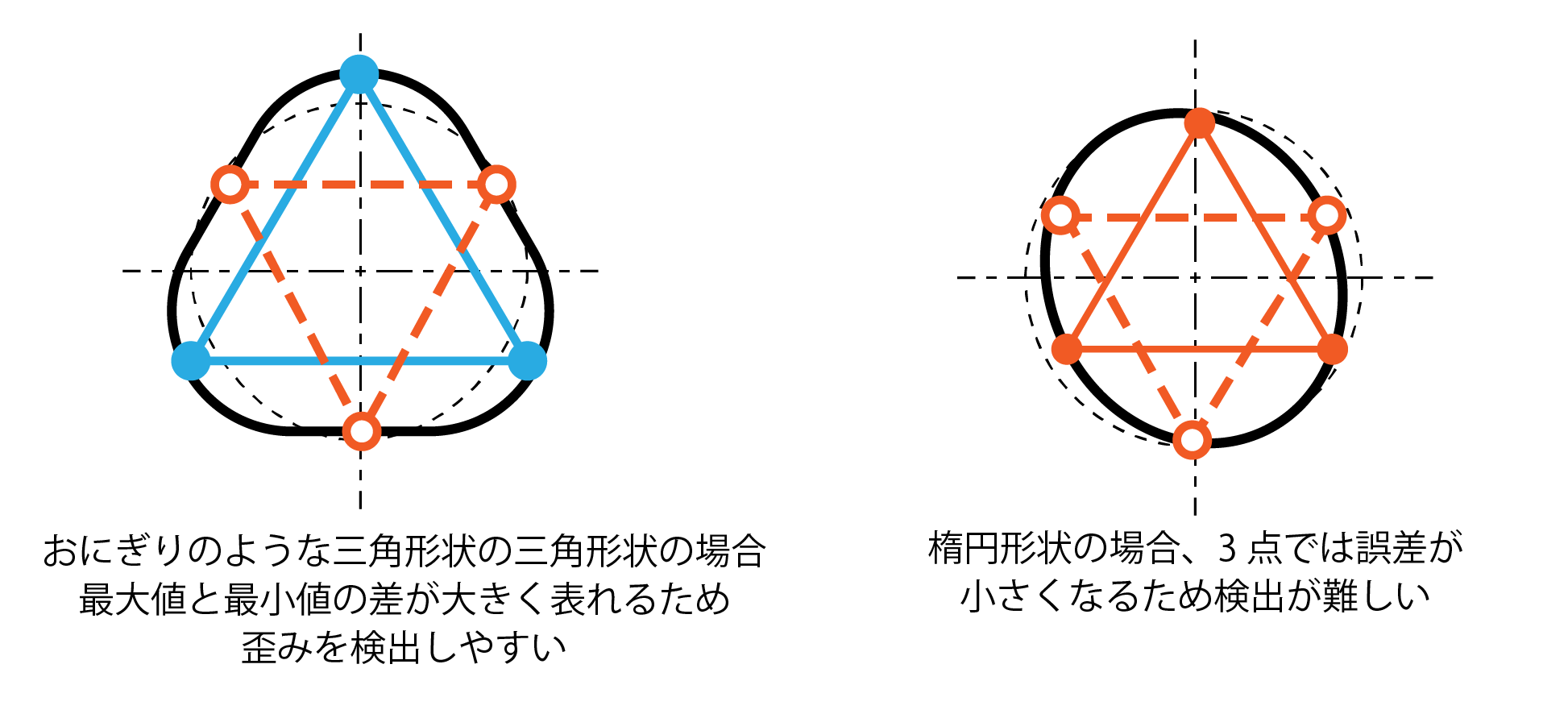
名前の通り、三点で測定するため三角形状(おにぎりのような形)の歪みは検出しやすいが、楕円形状や一部だけ歪んでいるような形状の場合は検出が難しいです。
画像寸法測定器、真円度測定機、三次元測定機
ノギスやマイクロメータとは異なり、複数の点を取って円を評価するため、形状を問わず真円度を測定できますが注意点は以下の通りです。
| 測定機の種類 | 主な注意点 |
|---|---|
| 画像寸法測定器 | ・数値のみが表示されるため、その円がどのような形状なのか判別が難しい。(形状を識別するツールを別途使用すれば可能) ・高さのある製品の場合、上下の影が重なって楕円として判断されるケースがある。 |
| 真円度測定機 | ・しっかりと固定できない形状の製品は測定することができない。 ・測定設定ができていない場合、製品に激突する危険性あり。 |
| 三次元測定機 | ・測定点数が少ない場合、歪みが検出できないこともあるため多めに点数を取る必要がある。 ・自動測定、ならい測定を行う場合は、設定を誤ると製品に激突する危険性あり。 |
測定器の特性を理解し、数値結果に違和感を持った場合は、他の方法で測定することも確かな測定に繋がります。
おわりに
穴に棒を挿入し回転させようとした際、どちらも楕円形状になっていた場合、挿入はできても回転させることができません。穴や棒はその外径/内径の寸法だけではなく、真円度(いかに丸いか)の評価が重要になります。
真円度の測定方法は複数あり、測定器の特性を理解し形状に合わせた真円度測定を行う必要があります。
株式会社エージェンシーアシストでは、今回紹介した測定器は全て品質管理センターに備えており、経験豊富な検査員が真円度を含む幾何公差の測定に対応しております。

エージェンシーアシストには品質管理センターが国内に3拠点あり、
加工部品調達サービスの納品前検査はもちろんのこと、「検査だけ」の受託測定もお受けしております。
見積り依頼はまず、測定部品や検査図面を添付してお送りください!
最新記事
人気記事