ステンレス加工の見積もりを決める母材と加工の種類・特徴を解説
ステンレスにはさまざまな種類があり、それぞれ特性や価格が異なります。例えば、耐食性に優れたSUS304は、水回りや食品関係の用途でよく使われますが、比較的価格が高い傾向です。一方、SUS430は、耐食性はSUS304に劣るものの、価格が安く、幅広い用途で使われています。見積もりをできる限り抑えるためにも、用途や予算に応じて適切な素材を選ぶことが重要です。
この記事では、ステンレス加工の見積もりについて、見積もりを左右する重要な要素である母材の種類や、加工の種類・特徴などを分かりやすく解説します。
ステンレス加工の一般的な見積もり項目
ステンレス鋼(ステンレスこう)とは、鉄が50%以上の主成分で、クロムを10.5%以上含む合金鋼です。クロムが空気中の酸素と結合し、表面に緻密な不動態皮膜を形成することで、錆びにくさ(耐食性)を発揮します。
ステンレス加工の一般的な見積もり項目は、以下の通りです。
| 材料費 | 使用するステンレスの種類とサイズ(板厚、寸法)、市場の流通価格によって変動します。一般的に、板厚が増すほど、また特殊な成分を含むステンレスほど高価になります。 |
|---|---|
| 加工費 | 加工の工数と加工チャージ(設備や工具、作業員などの費用)によって算出される費用です。メーカーによって差が出やすい項目です。 |
| 特殊加工費 | ステンレスの表面を研磨、塗装、めっきなどで処理し、外観や機能性を向上させる場合に発生します。 |
| その他費用 | 設計費(必要な場合)、梱包費、送料などが挙げられます。 |
ステンレス加工の見積もりを決める要素「加工方法」
ステンレス鋼の種類を選んだら、その特性に合わせて適切な加工方法を選ぶ必要があります。ステンレス鋼はさまざまな種類があり、それぞれ硬さ、延性、耐食性、溶接性などが異なるため、最適な加工方法も変わります。
切削加工

切削加工は、旋盤、フライス盤、マシニングセンタなどの工作機械を用いて、工具でステンレス鋼を削り、目的の形状に加工する方法です。
切削加工は、材料を除去することで形状を作り出す除去加工に分類されます。比較的高い精度での加工が可能であり、同じ除去加工である研削加工よりも大きな切削力を持つため、素材の大まかな形状を作るのに適している方法です。研削加工はより高い精度が求められる仕上げ工程で用いられることが多く、切削加工と組み合わせて使われることもあります。
ステンレス鋼は熱伝導率が低いため、切削時に発生する熱が工具に集中しやすく、工具の摩耗が早まる傾向があります。また、加工硬化(加工によって材料の硬度が増す現象)が起こりやすいため、適切な工具選定と切削条件の設定が必要です。
こちらもチェック!切削加工の見積もりの内訳と安くするポイント・必要な事前準備を解説
切断加工

切断加工は、ステンレス鋼を必要なサイズに切断する方法です。近年では、レーザー光を用いて切断する方法であるレーザー切断が多くなっています。
レーザー切断の他にも、シャーリング切断、プラズマ切断などが挙げられます。シャーリング切断は、上刃と下刃の間に板材を通して、せん断力によって切断する方法です。原理はハサミで紙を切るのに似ています。プラズマ切断は、プラズマアークを発生させて金属を溶融切断する方法です。プラズマアークとは、簡単に言うと、非常に高温のイオン化された気体(プラズマ)を利用した放電現象のことです。
曲げ加工
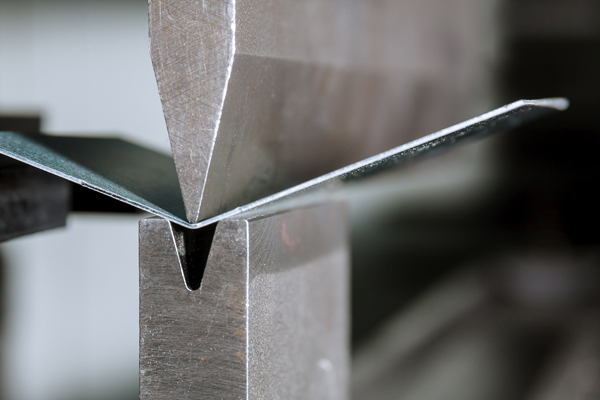
曲げ加工は、プレスブレーキなどの機械を用いて、ステンレス鋼を曲げる方法です。基本的な方法としては、V曲げ・L曲げ・U曲げ・Z曲げ・O曲げ・R曲げなどがあります。
例えば、最も一般的な曲げ加工の1つであるV曲げは、V字型の溝を持つ金型と上から押し当てる尖った金型を使用し、板材をV字型に曲げる方法です。L曲げは、板材を押さえながらパンチと呼ばれる工具を当ててL字型に曲げる方法で、シンプルな形状の曲げ加工に適しています。
溶接加工

溶接加工は、複数の素材を溶かして接合する加工方法です。MIG溶接・TIG溶接・レーザー溶接・被覆アーク溶接などが挙げられます。
例えばMIG溶接は、不活性ガスを用いて溶接部を大気から保護しながら、溶加材を兼ねた金属ワイヤを電極として溶接する方法です。溶接速度が速いため、ステンレスの溶接に広く用いられています。TIG溶接は、タングステン電極を使用し、必要に応じて溶加材を別途供給する溶接方法です。MIG溶接と同様にシールドガスを使用しますが、より精密で美しい仕上がりを得られるのが特徴です。
プレス加工
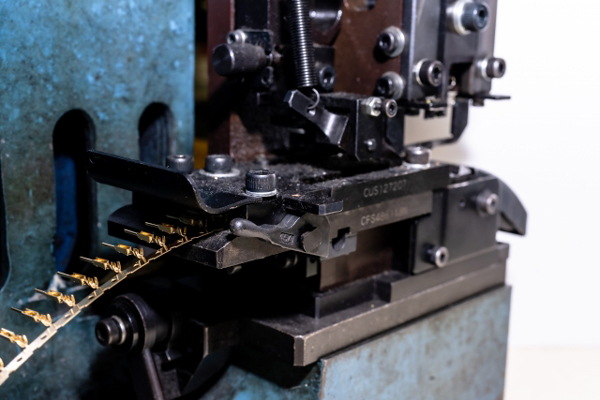
プレス加工は、金型を使用して素材に圧力を加え、目的の形状に成形する方法です。
プレス加工は、材料にかかる応力のパターンによって、絞り成形・張り出し成形・曲げ成形の大きく3種類に分類できます。
絞り成形は、材料が絞り方向に引っ張られ、円周方向に圧縮される加工で、カップ状や円筒状の製品を作る際に用いられます。張り出し成形は、材料に引っ張り応力のみが働き、風船を膨らませるように成形する方法です。曲げ成形は、材料を曲げる加工で、曲げ中心の外側には引っ張り応力、内側には圧縮応力が働きます。
ステンレス加工の見積もりを決める要素「特殊加工法」
ステンレス鋼は、耐食性の高さが特徴ですが、表面処理を施すことで、デザイン性や機能性をさらに高められます。ステンレスの表面は、一般的に滑らかなほど耐食性が向上する傾向にあります。

以下では、主な表面仕上げの種類を紹介します。
No.1
No.1仕上げは、熱間圧延後、焼鈍と酸洗を行ったのみの仕上げで、光沢のない銀白色をしています。表面は粗く、外観を重視しない用途、例えば構造部材やリロール母材などに使用されます。表面の平滑性や美観は一般的に求められません。
No.2D
No.2D仕上げは、冷間圧延後に、熱処理と酸洗を行った仕上げです。No.1よりも滑らかですが、光沢は少なく、鈍い灰色をしています。つや消し仕上げなので、強い光沢を好まない用途に向いています。
No.2B
No.2B仕上げは、No.2D材に軽い冷間圧延を施し、適度な光沢を与えた仕上げです。No.2Dよりも滑らかで、市販のステンレス製品の大部分はこの仕上げです。汎用性が高く、さまざまな用途で使用されます。
BA
BA仕上げは、冷間圧延後に、光輝焼鈍を行う仕上げで、光沢のある表面です。鏡面に近い光沢を持つため、家電製品・装飾品・厨房用品・自動車部品など、外観が重視される用途に使用されます。
No.4
No.4仕上げは、P150~P180番の研磨ベルトで研磨した仕上げです。一般的な研磨仕上げの1つで、光沢があり、細かい研磨目があります。厨房用品・建材・車両・医療器具など、幅広い用途で使用されます。
#400
#400仕上げは、No.4よりもさらに細かい研磨仕上げで、P400番のバフで研磨した仕上げです。鏡面に近い光沢を持ち、若干の研磨目が見られます。No.4よりも高級感があり、建材、厨房器具、装飾用などに使用されます。
HL(ヘアライン)
HL(ヘアライン)仕上げは、研磨によって長い筋目を付けた表面仕上げです。P150~P240番の研磨ベルトで研磨し、光沢を抑えた落ち着いた雰囲気を出します。建材などで意匠性が求められる場合によく使用されます。
まとめ
ステンレス加工の見積もりを左右する要素は多岐にわたります。まず、使用するステンレスの種類が大きな要因です。ステンレスの種類で代表的なものとしては、SUS403・SUS430・SUS304などが挙げられます。
また、表面処理も見積もりに影響を与える要素です。表面処理の種類は、つや消しのNo.1仕上げや、やや光沢のあるNo.2B仕上げをはじめ、さまざまあります。複数の業者から見積もりを取り、価格を比較しながら、自社にとって最適な加工業者を選びましょう。

30年以上の調達実績があるエージェンシーアシストでは1000社を超える協力企業数で、多品種部品を一括手配していただけます。
フライス・旋盤など多品種対応できるエージェンシーアシストの加工技術一覧はこちら
エージェンシーアシストは、材料の手配から加工、表面処理まで含めて一社購買で調達します。
部品1個からの多品種小ロットで対応可能です。
さらに、社内の品質管理部門で検査済みの製品をお届けします。
見積り依頼は図面を送るだけで完了!お気軽にご相談ください。
最新記事
人気記事