同軸度とは?同心度との違いや測定方法などについて解説
製造業や機械加工において、部品の精度は製品の品質や性能に直結します。その中でも、同軸度は特に重要な指標の一つです。同軸度とは、円柱や円筒形状の部品の軸が共通の中心軸からどれだけズレているかを示すものであり、高い同軸度を維持することは、回転運動の滑らかさや摩耗の低減に寄与します。本コラムでは、同軸度の基本的な概念から同心度との違い、具体的な測定方法までを詳しく解説します。
同軸度とは
同軸度とは、円柱や円筒形状の部品の軸が基準となる中心軸からどれだけズレなく加工されている必要があるかを示す幾何公差のひとつです。
JIS規格では下記の通り、規定されています。
JIS B 0621-1984 幾何偏差の定義及び表示
〔定義〕同軸度とは,データム軸直線と同一直線上にあるべき軸線のデータム軸直線からの狂いの大きさをいう。
〔表示〕軸線のデータム軸直線に対する同軸度は,その軸線 をすべて含みデータム軸直線 と同軸の幾何学的円筒のうち,最も径の小さい円筒の直径 で表し,同軸度_mm又は同軸度_μmと表示する。
同軸度=中心軸間の差ではないため注意が必要です。(2つの円筒の中心が0.1ズレていることが同軸度0.1ということではありません。後ほど説明します。)
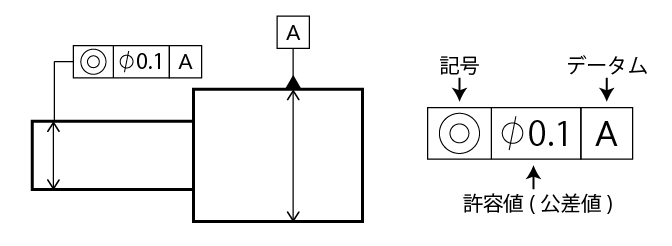
同軸度の記号
同軸度には基準となる軸がデータムとして設定されており、図面上では一般的に下図のように指示します。
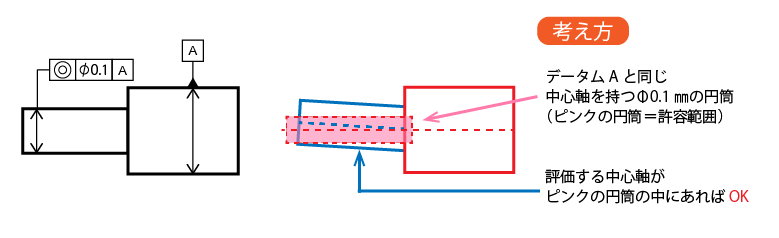
同軸度の公差域の考え方
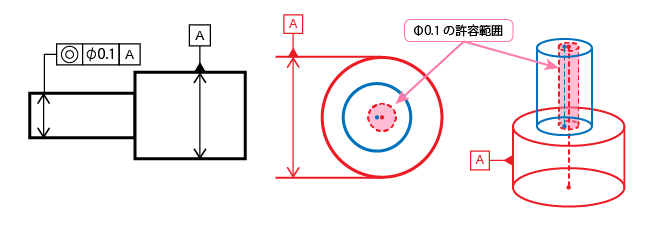
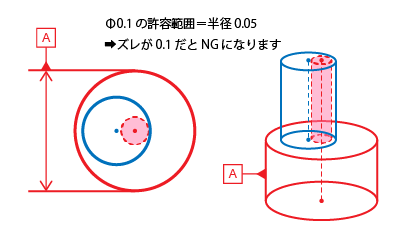
下の図のように同軸度0.1が指示されている場合、この円筒の中心軸はデータムA(基準軸)と完全に同一の中心軸を持つφ0.1㎜の円筒の中に入っていなければならないということです。
イメージとしては右のように、同軸度が指示されている円筒の中心軸が直径0.1㎜の円筒の範囲に収まっていれば同軸度0.1を満たしていると判断されます。
同軸度と中心軸のズレの考え方
定義のところで触れたとおり、同軸度はズレの許容値であり、ズレの数値そのものではないので注意が必要です。
同軸度0.1を満たしている場合 OK
同軸度が指示されている円筒の中心軸が直径0.1の円筒(許容範囲)内にあれば良い。
つまり、中心軸のズレは0.05未満であり、かつ中心軸はある程度の平行さを保って円筒の枠に収まっている形となります。
同軸度0.1を満たしていない場合 NG
同軸度0.1の許容範囲は直径0.1=半径0.05となるため、2つの軸のズレ(距離)が0.1の場合はこの範囲から外れてしまうためNGとなります。また、軸の平行さも考慮し、中心軸の差のみで判断しないよう注意が必要です。
中心間の距離について
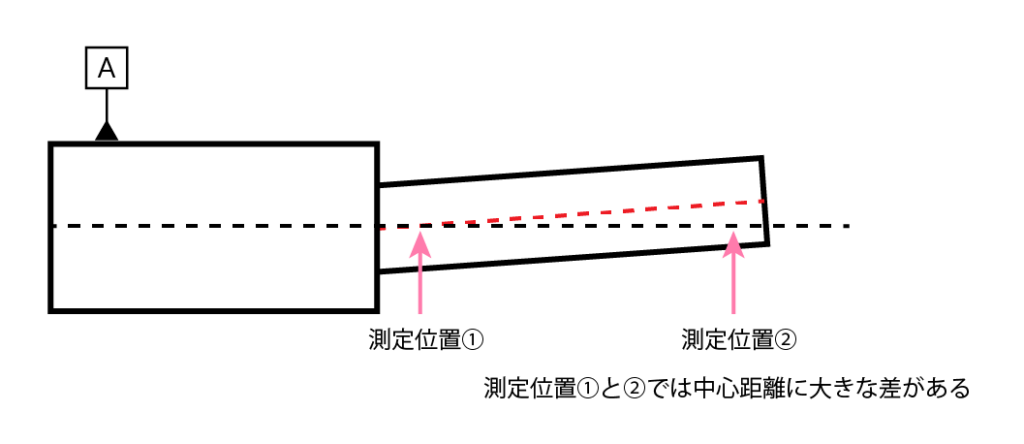
同軸度は2つの円の中心距離を1か所測定しただけでは確認ができません。
同軸度と同心度の違い
幾何公差記号の「同軸度」と「同心度」は同じ「◎(二重丸)」で表記され、どちらも位置偏差の一種ではありますが、定義が異なります。
同軸度と同心度の違いをまとめました。
| 記号の種類 | 定義 | 測定対象 |
|---|---|---|
同軸度 |
同軸度は、円柱や円筒形状の部品の軸が共通の中心軸からどれだけズレているかを示す指標です。これは、軸の直線性を評価するために使用されます。 | シャフトや軸受けなどの部品において、軸がどれだけ正確に直線上にあるかを測定します。(三次元)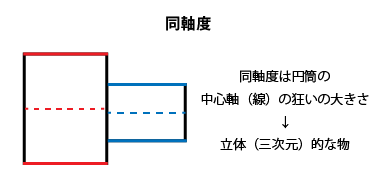 |
| 同心度 |
同心度は、円形要素の中心が共通の中心点からどれだけずれているかを示す指標です。これは、円柱や円筒形状の断面において、中心点の位置の狂いを評価するために使用されます。 | 円柱の「断面」において、中心点がどれだけずれているかを測定します。(二次元)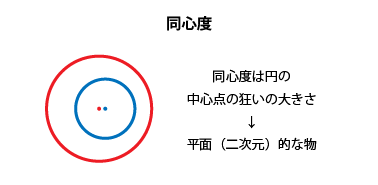 |
そのほか、「平行度と平面度の違い」についてまとめたコラムも過去に作成しています。よろしければ併せてご覧ください。
同軸度の測定方法
同軸度の測定方法についてまとめました。
偏心ゲージとダイヤルゲージ

偏心ゲージに製品を取り付けて測定子を評価円に接触させ、回転させたときの最大値と最小値を測定します。その測定を同軸度が指定されている軸線上で繰り返し、その中の最大差を同軸度の数値とします。ただし、これは簡易的な測定方法になります。
エージェンシーアシスト保有の偏心度測定ゲージについて紹介ページはこちら
真円度測定機、画像測定器、三次元測定機
そのほか、真円度測定機の同軸度測定モード、回転ユニット付き画像測定機での同軸度測定モード、三次元測定機を用いて、同軸度を測定することが可能です。


エージェンシーアシスト保有の各種検査機について紹介ページはこちら
おわりに
同軸度は、製造業や機械加工において欠かせない重要な指標です。高い同軸度を維持することで、部品の回転運動が滑らかになり、摩耗や振動を低減することができます。同軸度の定義や測定方法を理解し、正確な品質管理を行うことは、製品の性能向上に直結します。また、同軸度と同心度の違いを明確に理解することで、設計や製造の際に適切な幾何公差を設定することが可能になります。
株式会社エージェンシーアシストでは、今回紹介した測定器は全て品質管理センターに備えており、経験豊富な検査員が同軸度を含む幾何公差の測定に対応しております。

エージェンシーアシストには品質管理センターが国内に3拠点あり、
加工部品調達サービスの納品前検査はもちろんのこと、「検査だけ」の受託測定もお受けしております。
見積り依頼はまず、測定部品や検査図面を添付してお送りください!
最新記事
人気記事